欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
首页
>
社区
>
'范CC'的主页
范CC
PE
此人懒得介绍都没写
+关注此人
发布的帖子
(50)
精华帖子
(0)
回复的帖子
(0)
关注的版块
(7)
0
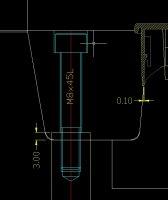
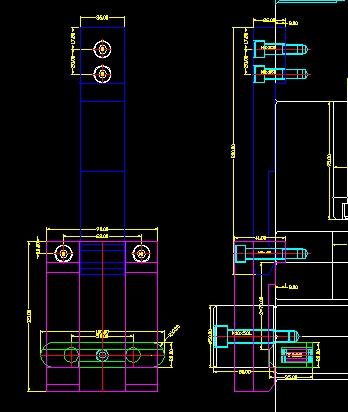
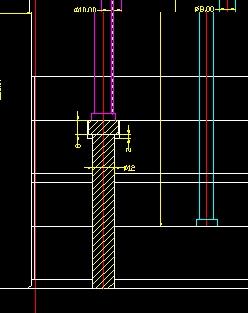
【转载】特殊产品的顶白----二次顶、延时顶出的结合应用
今天看到了一个顶白的产品,和几个同事讨论了下,觉得蛮有意思,虽然产品还没改好,但还是把一些心得写下共勉有一些产品,四周有一圈超过20mm较高之骨位,且外表面是外观咬花面,斜度也略显不够,如下图就是这种情况。此类产品在开模评估时比较重要,PL很好确认,但确认好了需要评估顶出问题,因此类产品由于胶位大多都在公模...
2015-08-26
赞 (
6
)
踩(
0
)
回复(0)
0
热喷涂技术适用范围
1、耐磨损——热喷涂技术在高温和低温下最大的应用领域。这类涂层具体分为以下几种: (1)耐粘着磨损或划伤——两个表面相对滑动,碎屑从一个表面粘到另一个表面时,发生粘着磨损或划伤。专用典型涂层为钴基碳化钨、镍铬/碳化铬涂层。 (2)耐磨粒磨损——当较硬表面在较软表面上滑动,而且两表面之间存在磨损时,发生磨粒...
2015-08-25
赞 (
6
)
踩(
0
)
回复(0)
0
ABS树脂电镀影响因素分析
ABS树脂电镀影响因素分析赵军霞蒋立君蔡玲(中国石油兰州石化分公司质检部甘肃兰州 730060)摘要:结合兰州石化公司生产的301M型电镀ABS树脂,从粗化、活化、解胶、化学沉镍、塑料成型工艺等方面对电镀影响因素进行了分析,以确保电镀ABS树脂的镀层牢固光亮,提高产品质量。关键词:ABS树脂;电镀;粗化;影响因素ABS树脂是无定形高...
2015-08-25
赞 (
6
)
踩(
0
)
回复(0)
0
PC件变脆和起白雾的原因及其工艺问题
几年前,我们很少见到PC料注塑件有变脆的问题。那是因为当时使用的PC料牌子比较少,通常只有日本产的PC7025A和1250Y两种牌号。如今生产PC料的厂家越来越多,牌子和牌号自然也不少。问题跟着也就来了。因各种牌号的PC料注塑技术工艺不尽相同,而且对工艺要求的严格程度也不同,因而再使用一贯注塑PC7025A和1250Y的注塑工艺去生...
2015-08-25
赞 (
6
)
踩(
0
)
回复(0)
0
多级压力、速度的建议----成型工艺师的必备
由于已经脱离工艺很长一段时间了,侧重点主要转战产品设计和模具设计,所以写的很多文章都是如何提高设计来改善塑料件的一些不良。 虽然我前面都重点强调了设计的重要性,也强调了尽可能的把模具做成傻瓜型,让成型技术人员很轻易的就能够调好,但是,ID造型是千变万华的,塑胶原料也是性能不一,要把模具做成傻瓜型谈何容...
2015-08-25
赞 (
6
)
踩(
0
)
回复(0)
0
ABS制品表面电镀故障的排除
1.ABS制品表面酸性镀铜故障的排除镀层表面粗糙(1)电流密度太大。应适当减小。(2)镀液中硫酸及添加剂用量不足。应适当补充镀层表面有条纹(1)镀液中有杂质。应进行过滤或采用双氧水及活性炭处理。(2)镀液中添加剂太多。应进行分析调整镀层表面光亮度差(1)电流密度太小。应适当加大。(2)镀液中有杂质。应进行过滤或采用双氧水及...
2015-08-25
赞 (
6
)
踩(
0
)
回复(0)
0
如何避免电镀双极化现象
当一个金属电极同时存在阴极反应和阳极反应这两种性质时,这个金属电极就称为双性电极。在双性电极的两个不同表面上同时发生阴阳极反应的现象称为双极性现象。简朴原理如下(以最常见的镀铜为例):在电解槽中电流从金属(阳极铜球)流入电解液(镀液)中为阳极,电流从电解液中流入金属的电极为阴极。(实在,在电化学理论中,专业...
2015-08-24
赞 (
6
)
踩(
0
)
回复(0)
0
热喷涂后上磨床修复印刷滚筒的方法
从事印刷机械的工程师都知道,印刷机械的精度要求是相当高的!只有这样才能保证印刷出高品质的印刷品。正如我们企业在修复“北人”胶印机的滚筒时,遇到安徽合肥的一位资深工程师所说:“印刷机械的精度要求仅次于航空航天!”,这句话对于我们企业来说是一个非常深刻的警示! 电刷镀在不拆卸修复印刷滚筒上,确实能发挥其独...
2015-08-24
赞 (
6
)
踩(
0
)
回复(0)
0
真空镀铝常见质量问题及解决方法
真空镀铝是在真空状态下,将铝金属加热熔融至蒸发,铝原子凝结在高分子材料表面,形成极薄的铝层。真空镀铝要求基材表面光滑、平整、厚度均匀;挺度和摩擦系数适当;表面张力大于38Dyn/Cm2;热性能好,经得起蒸发源的热辐射和冷凝热的作用;基材含水量低于0.1%。常用的镀铝基材有聚酯(PET)、聚丙烯(PP)、聚酰胺(PA)、聚乙烯(PE)、...
2015-08-24
赞 (
6
)
踩(
0
)
回复(0)
0
产品翘曲变形的原因
注塑过程产生翘曲的主要原因是由于高分子键在应力作用下发生内部位移所致。变形大小取决于制品刚度和收缩不均衡的程度。可以从以下四个方面分析引起收缩不均衡的原因: (1)模具温度分布不均匀 制品表面的两侧冷却速率不同导致制品厚度方向发生不对称的收缩,从而产生一个使制品表面向冷却速率较低(模温较高)的一侧弯...
2015-08-24
赞 (
6
)
踩(
0
)
回复(0)
上一页
1
2
3
下一页
共3页
转到第
最近来访
他关注的人
(0)
关注他的人
(0)
400-7755-899