欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
热成型类型
①真空成型热成型方法有几十种,真空成型是其代表的一种。采用真空使受热软化的片材紧贴模具表面而成型。此法最简单,但抽真空所造成的压差不大,只用于外形简单的制品。②气压热成型采用压缩空气或蒸汽压力,迫使受热软化的片材,紧贴于模具表面而成型。由于压差比真空成型大,可制造外形较复杂的制品。③对模热成型将受热软...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(201)
0
射出成形不良原因和对策-3
气孔--在材料未充分干燥时,是挥发物或空气所致;大多时候发生在产品胶厚的位置,实际是材料的收缩引起的真空气泡。[1]模具的设计不良i)扩大浇口或流道。ii)将进胶位置改到容易产生收缩或气泡的位置。iii)消除壁厚的剧变部位.[2] 保压不充分i)延长保压时间。ii)增强保压压力。iii)提高模具温度。iiii)降低熔料温度。[3]水分或...
Haper
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(201)
0
PBT/ABS合金怎样提高冲击韧性?
PBT/ABS合金怎样提高冲击韧性?如何提高PBT/ABS的冲击任性,使缺口冲击能达到20kj/平方米以上。
居然
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(201)
0
热成型
热成型是一种将热塑性塑料片材加工成各种制品的较特殊的塑料加工方法。将热塑性塑料片材加工成各种制品的一种较特殊的塑料加工方法。片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。此过程也用于橡胶加工。近年来,热成型已取得新的进展,例如从挤出...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(200)
0
[分享]聚氨酯现场发泡的详细工艺
聚氨酯现场发泡技术简单介绍如下:1、 聚氨酯现场发泡技术优点在现场发泡,喷涂(或灌注)聚氨酯泡沫塑料隔热层的方法,其表面是 一整体,没有接缝,冷损失减少,面且施工效率高,易于达到质量要求,减少施工程序,还省去管子表面的防腐涂层。2、 聚氨酯现场发泡施工工艺原理聚氨酯泡清沫塑料发泡喷涂、灌注工艺原理,是聚醚...
PU迷
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(199)
0
塑料产生收缩的原因
概要:材料成型时,会因冷却产生产品尺寸比模具尺寸缩小的现象,成型收缩率即用百分比来表示此缩小的程度。通常结晶树脂比非结晶树脂收缩得更厉害。成型收缩率可以通过调节注塑温度及压力等成型条件得到适度的调整。产生收缩的原因:成型工艺中,因压力与温度的变化,有可能出现收缩差异。注塑成型工艺中,树脂若只存在加热和...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(198)
0
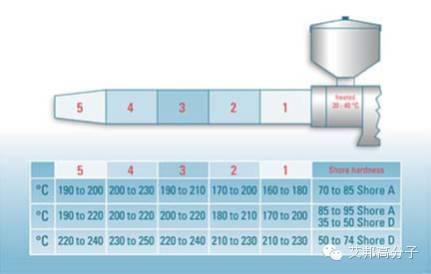
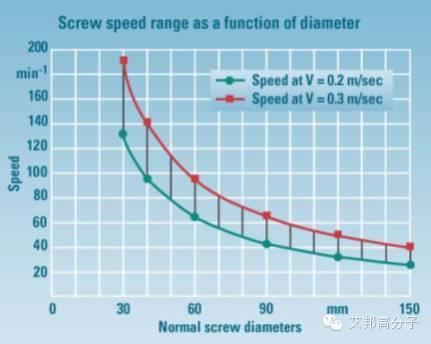
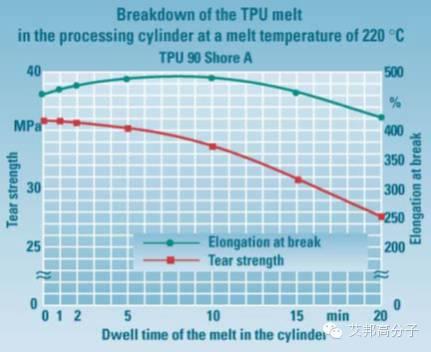
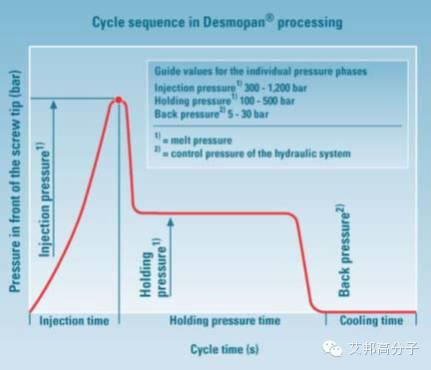
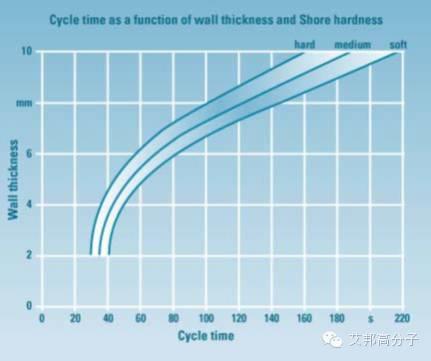
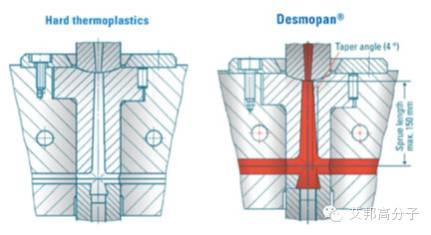
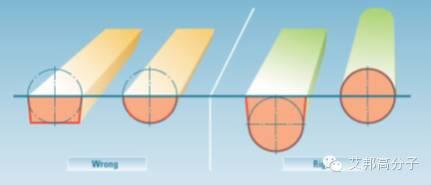
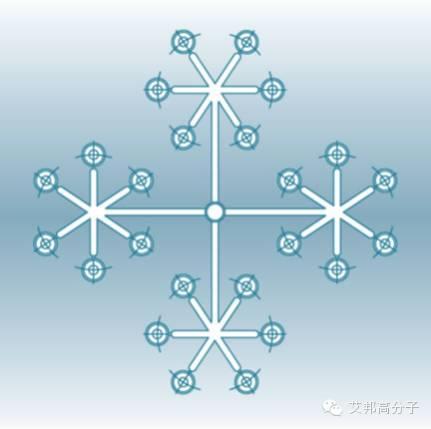
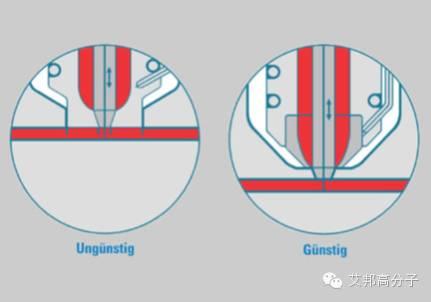
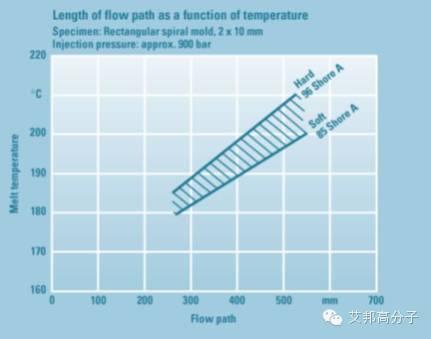
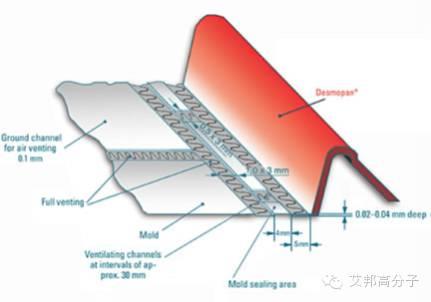
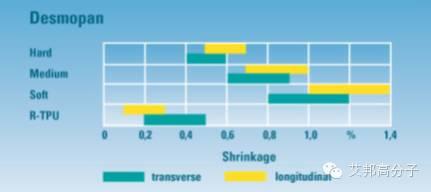
[必收藏]TPU注塑工艺及模具结构设计大全
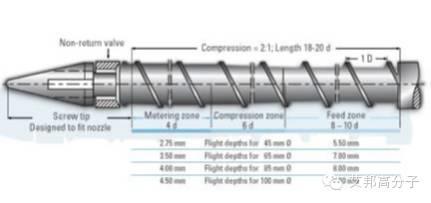
一、 注塑TPU 最适宜的加工手段莫过于螺杆型注塑机械。用通常长度的单螺纹,三段螺杆能生产很好的塑化均匀的熔融物。如果需要高的塑化能力(生产量),可以使用较长的螺杆 (图1.1)。 图 1 加工TPU的注塑螺杆 短压缩区螺杆由于高剪切力而不适用。TPU 塑化需要高的能量,要求螺杆有高的扭矩驱动。扭矩不足会导致螺杆转速的波动...
注塑天使
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(197)
0
[转载]变形造成的产品难取
之前和别人讨论产品变形的问题,确实这个问题对于注塑工艺者来说是最头疼的,一般来讲多段保压和模温控制是必须的,实在不行还得靠治具矫正。有些产品从ID开始,就注定了是一定会变形的,变形会带来一系列的问题,后续的设计、工艺只能努力将之减少或者解决变形带来的生产、组装问题 下面就来谈谈一个实际案例,变形导致产...
居然
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(196)
0
旋转成型的树脂条件
所用的树脂早期多是聚氯乙烯糊,随着旋转成型的发展,所采用的树脂品种已有所扩展,主要有聚乙烯、改性聚苯乙烯、聚酰胺、聚碳酸酯以及ABS等。也有用几种塑料生产的"夹层结抅"制品,使之兼有几种塑料的优点,如内、外层为聚乙烯,中间 为发泡聚乙烯的贮槽;用尼龙11作为内层, 聚乙烯作外层的贮槽等。对旋转成型而言...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(196)
0
塑料瓶等塑料制品发脆的原因分析
一、模具方面 (1)浇口太小,应考虑调整浇口尺寸或增设辅助浇口。 (2)分流道太小或配置不当,应尽量安排得平衡合理或增加分流道尺寸。 (3)模具结构不良造成注塑周期反常。 二、设备方面 (1)机筒内有死角或障碍物,容易促进熔料降解。 (2)机器塑化容量太小,塑料在机筒内塑化不充分;...
注塑天使
2015-08-30更新
(
7
)
(
0
)
回复(0)
阅读(193)
0
Alan Harper开发出新型可重复使用的真空膜技术
全球很多模具商家已经意识到可重复利用的真空薄膜的重要性。目前,Alan Harper开发出了新型可重复使用的真空膜技术。 可重复使用真空膜技术突出了大薄膜处理技术和独特的创新性内热技术,内部热量可达250°C。 通过TOPGEAR Six SilCon机器模型使用无缝喷射工艺及高质量铂金硅胶,该技术同样有利于先进复合材料及航空航天...
没有蔷薇的花店
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(192)
0
制品翘曲的解决办法
一、射出成形机1. 料管温度太低料管温度太低时,融胶温度低,勉强以高速成形时,残余剪切应力大,又没有足够的时间将残余应力释放,容易翘曲。提高料温,翘曲减少。料温的设定可以参考材料厂商的建议。料管分后、中、前、喷嘴四区,从后往前的料温设定应逐步提高,每往前一区,增高6C。若有必要,有时,将喷嘴区或前区的料温...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(190)
0
很实用的塑料注塑成型故障排除-5
5、银条纹[1]水分或挥发成分[2]材料的温度过高[3]模具温度低[4]排气不良[5]成形品或模具的设计不良[6]模具面上的水分或挥发成分[8]混入夹杂的材料[9]螺桨的运转不当
D77
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(189)
0
影响PP制品收缩的四大方面
聚丙烯PP料在成型后由于各种外部原因会使产品产生收缩性问题,如果在生产时采用合适的冷却温度和后处理过程可以减小这种收缩。造成PP制品收缩问题主要表现在一下几个方面:一、模具方面多浇口模具要调整各浇口的充模速度,最好对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(187)
0
玻璃钢的应用领域
因为玻璃钢是一种复合材料,其功能的习惯范围非常广泛,因而它的商场开发远景十分宽广。据有关统计资料,目前世界各国开发的玻璃钢商品的种类已达4万种左右。尽管各国均依据本国的经济开展状况,开发的方向各有偏重,但基本上均已涉及到各个工业部门。中国玻璃钢工业通过四十多年来的开展,也已在国民经济各个领域中取得了成...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(187)
0
[转载]变形度的成型工艺----多段保压的特殊用处
原文地址:变形度的成型工艺----多段保压的特殊用处作者:斌斌 多段射出以及多段保压是成型工艺的一部分,多段射出的控制可以有效改善产品外观,而多段保压可以有效改善毛边、尺寸、变形度等其它要求。多级射出已经应用很广泛了,很多书籍里面都有提及,前面也有提及,今天主要讲讲多段保压如何调整变形度 当然,这个也...
居然
2015-08-24更新
(
6
)
(
0
)
回复(0)
阅读(187)
0
冲压件和挤压件有什么区别?
冲压的基本原理是将钢板利用设计制作好的模具,按照设计好的工艺用压力机(几十吨到2000吨)压成所需的形状。简单讲,冲压件就是用模具把铁皮冲压成特定的形状.有大件也有小冲压件.比如四门两盖,侧围,前后翼子板,前后轮罩,前地板后地板都是大件,干一天累得要死要活的,这基本是覆盖件,包在汽车外表的车壳.其他内板,加强梁,中横...
新材料在线-发哥
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
旋转成型原理
首先将一定量的塑料粉末置于成型模具的下半模(成型模具一般由钢板或铸铝制成,壁较薄)中,合上上半模,将整个模具移到加热炉中进行加热,并使模具进行双轴旋转,翻滚的粉末与热模具的内表面接触,并逐渐熔融成均匀的熔体。随着模具的不断旋转,物料不断地吸热而熔融,熔化的物料熔体被均匀地涂覆在整个模具的内表面上。然后将...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
手机外壳注塑注意事项
手机外壳通常由四大件:面壳(上前)、面支(上后)、背支(下前)、背壳(下后)和一些小件,如电池盖、按键、视窗、卡扣、防划条等组成。这些组件在结构 设计中需要充分考虑到互配性,以及与电路板和电池等部件的装配。在结构设计中需要考虑很多相关问题,如材料选用、内部结构、表面处理、加工手段、包装装潢 等,具体有以...
sunsun
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(184)
0
很实用的塑料注塑成型故障排除-9
9、黑条纹及烧痕------实际是材料受到高温、高压的作用出现分解烧焦的现象。[1]材料过热[2]成形机不良[3]模具的设计不良 。浇口小 。排气不良
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(182)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899








 (
( (
(